
Coke Oven Technology Overview
It is important to note that new technology does not necessarily mean emission reduction. If new systems or technologies are not maintained and operated correctly, emissions factors can vary significantly.1 Therefore, technology must be accompanied by a proper maintenance and operation plan and oversight must take place to ensure equipment is operated correctly so that emissions reductions take place. This section is a brief overview of potential emissions reductions technologies and operating practices that many coke oven operators may put into practice to further reduce emissions.
SCOPE 21

2
- Combines and associates well known coking techniques3
- Preheating in a fluidized bed with partial briquetting
- Gravity transporting and charging (reducing feeder emissions)
- Super-dense silica bricks with high thermal conductivity
- Tightly sealed doors
- Dry quenching
- Total enclosure for material transport
- Lower coking times
- Emission reductions
- Prevention of smoke and dust (enclosure)
- 30% NOx reduction
The most comprehensive coke technology plan for emissions reduction was developed in Japan as a 10 year national project by the Japan Iron and Steel Federation and Center for Coal Utilization with the help of Japanese steel companies JFE Steel, Mitsui Mining, and Nippon Steel. Called SCOPE 21, (short for Super Coke Oven for Productivity and Environmental enhancement toward the 21st Century) this method combines many known emissions reduction practices into one comprehensive plan for emissions reduction. The first commercial plant was built by Nippon Steel and has been online since 2008.4
One of the major differences of the SCOPE 21 process is the rapid preheating of coal before the coking process (called low-temperature carbonization), the coal is then rapidly reheated to a lower than normal coking temperature, resulting in a higher output and lower energy consumption. SCOPE 21 also incorporates drying and briquetting fine coal, preheating coal charge, high heat conductivity brick, and lower coke discharge temperatures; these measures result in lower coking times and net energy reductions of up to 21%.5 Further emissions reductions are achieved by transporting coal in a sealed structure (plug flow transport method), installing a low NOx combustion system (better conductivity though high density silica bricks), and oven leakage mitigation through total enclosure in an airtight structure using hoods and a gas pressure control system for sub-atmospheric pressure operation.6 Due to SCOPE 21’s increased productivity, a typical SCOPE 21 battery requires half of the ovens of a conventional battery of the same output.7
A disadvantage of this method is that a comprehensive SCOPE 21 facility would require a full rebuild of a coke facility’s batteries and the addition of costly technology for preheating and emissions capture. However, emission free pushing, charging, and discharging may be easily incorporated into a facility without incurring as much cost as other measures in the SCOPE 21 process.
Dry Quenching
- Coke is cooled using inert gas instead of water spray
- Lower CO2 emissions and lower thermal energy loss
- Heat exchange offers more efficiency
- Quench gas heat can be used for electricity production, CHP, or preheating of coal
- Process is completely enclosed
- Lower PM Emissions than wet quenching
- Online dust catchers
- Lower PM Emissions than wet quenching
Coke dry quenching is the process of cooling recently heated coke with an inert gas (usually nitrogen) instead of a water spray (wet quenching).8 This results in lower CO2 emissions and lower thermal losses, as well as the advantage of not having to process a wastewater stream in a wastewater treatment plant. Heat recovered from the inert gas used in dry quenching can be used in electricity production, combined heat and power, or preheating of coal before coking.9 Wet quenching is usually an open air process, and PM emissions can be released in the air when entrained in water droplets. In contrast, dry quenching is completely enclosed, resulting in lower PM emissions from the quenching process.10 11
Pressure Regulated Oven System (PROven)
- Diffuse emissions from ovens are significant environmental problem
- Pressure in ovens can help regulate these emissions, as oven pressure is the driving force behind them12
- Coke ovens are kept at slight positive pressure to avoid inflow of air
- This pressure varies throughout the process, causing periods of greater emissions
- Usually operated at a fixed overpressure
- Being able to adjust pressure throughout the coking process means less periods of overpressure
- Coke ovens are kept at slight positive pressure to avoid inflow of air
- Currently used at Clairton Battery C http://www.sagady.com/clairton/05212008disclosure/0052ip011app2008-02-28revised.pdf
- Reduces Coke Oven Gas, SO2, and other door emissions
Single Oven Pressure Control (SOPRECO)
- Modification of distillation gas flow valve to collection main
- Allows for pressure control during various operating states
- Modification of the PROVEN system
- Prevents over-pressure at collection main, keeping the main at negative pressure
- This allows for the main to collect emissions more consistently and effectively
- Leads to a reduction in door & charging hole emissions
- This allows for the main to collect emissions more consistently and effectively
- Maintains continuous oven pressure
- No negative pressure in ovens which causes air infiltration later in the coking process (bad for coke and bad for emissions)
- Older ovens can be retrofitted
- Can be installed without significant modifications to batteries
- Emissions Reductions
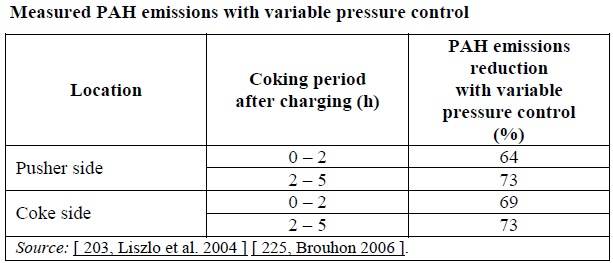
- Significant PAH emissions reductions were found in the EU after the installation of variable pressure control like PROVEN13
[1] Iron and Steel EU BAT pdf
[2] Image Source: Iron and Steel EU BAT via Eurofer 2007
[3] http://eippcb.jrc.ec.europa.eu/reference/BREF/IS_Adopted_03_2012.pdf
[4] http://www.nssmc.com/en/tech/report/nsc/pdf/NSTR101-30_tech_review-5-1.pdf
[5] Development of New Cokemaking Processes, SCOPE 21. Kiyoshi Fukada, JFE Steel Corporation.
[6] Ibid.
[7] Ibid.
[8] http://ietd.iipnetwork.org/content/coke-dry-quenching
[9] Ibid.
[10] http://www.jase-w.eccj.or.jp/technologies/pdf/iron_steel/S-10.pdf
[11] http://www.jcoal.or.jp/eng/cctinjapan/2_3A5.pdf
[12] EU BAT
[13] EU BAT